

Механикалық жүйелеріңіздің тиімділігі мен ұзақ мерзімділігін барынша арттыруға келгенде, шынжырлы жұлдызшаларды таңдау өте маңызды. Жұмысыңызды жаңа деңгейге көтеретін материалдардың, өлшемдердің, құрылымдардың және техникалық қызмет көрсетудің маңызды аспектілеріне тоқталайық.
Материалды таңдауМеханикалық жүйелеріңізді оңтайландыруға келгенде, шынжырлы жұлдызша материалдарын таңдау өте маңызды. Сіз жұлдызшаларыңыздың тістерінің жеткілікті жанасу шаршау беріктігі мен тозуға төзімділігіне ие екеніне көз жеткізгіңіз келеді. Сондықтан 45 болат сияқты жоғары сапалы көміртекті болат көбінесе ең жақсы таңдау болып табылады. Осындай маңызды қолданбалар үшін өнімділікті арттыру үшін 40Cr немесе 35SiMn сияқты легирленген болаттарға ауысуды қарастырыңыз.
Көптеген жұлдызшалы тістер 40-тан 60 HRC-ге дейінгі беттік қаттылыққа жету үшін термиялық өңдеуден өтеді, бұл олардың жұмыс қиындықтарына төтеп бере алатындығын қамтамасыз етеді. Кішігірім жұлдызшалар үлкенірек жұлдызшаларға қарағанда жиірек тиетінін және үлкен соққыларға ұшырайтынын ескеру маңызды. Сондықтан, кіші жұлдызшалар үшін қолданылатын материалдар үлкенірек жұлдызшаларға қолданылатын материалдарға қарағанда жақсырақ болуы керек.
Соққы жүктемелеріне төтеп беруі керек жұлдызшалар үшін төмен көміртекті болат тамаша нұсқа болып табылады. Екінші жағынан, құйылған болат тозуға ұшырайтын, бірақ қатты соққы дірілдеріне төтеп бермейтін жұлдызшалар үшін өте қолайлы. Егер сіздің қолдануыңыз жоғары беріктік пен тозуға төзімділікті қажет етсе, легирленген болат ең жақсы таңдау болып табылады.
Шынжырлы жұлдызшаларыңызға дұрыс материалдарға инвестиция салу олардың қызмет ету мерзімін ұзартып қана қоймай, сонымен қатар механикалық жүйелеріңіздің жалпы тиімділігін арттырады. Сападан бас тартпаңыз — ақылмен таңдаңыз және өнімділігіңіздің қалай өркендейтінін бақылаңыз!
Негізгі өлшемдер және құрылымдық таңдаулар
Оңтайлы жұмыс істеу үшін жұлдызшалардың негізгі өлшемдерін түсіну өте маңызды. Негізгі өлшемдерге тістер саны, дөңгелектің диаметрі, сыртқы диаметр, түбір диаметрі, дөңгелек көпбұрыштың үстіндегі тістің биіктігі және тістің ені жатады. Дөңгелек дөңгелек - шынжыр түйреуіштерінің ортасы орналасқан шеңбер, ол шынжырдың қадамына біркелкі бөлінеді.Төменде көрсетілгендей:
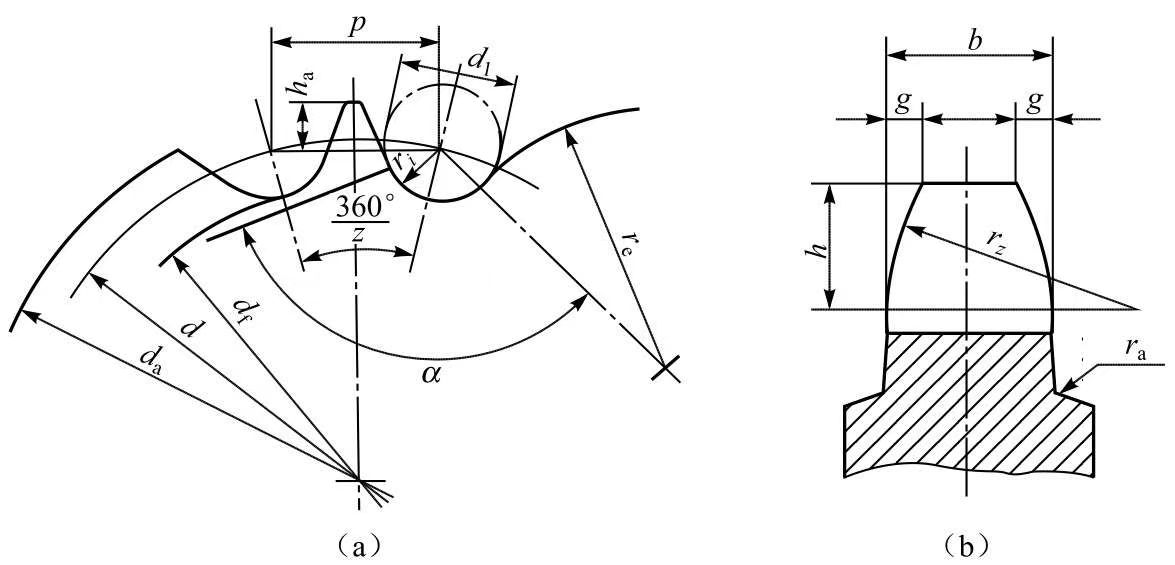
Тісжегі дөңгелектері әртүрлі құрылымдық формаларда болады, соның ішінде тұтас, тесілген, дәнекерленген және жиналған түрлері бар. Өлшеміне байланысты сіз тиісті құрылымды таңдай аласыз: кіші диаметрлі тісжегі дөңгелектері тұтас болуы мүмкін, орташа диаметрлі тісжегі дөңгелектері көбінесе тесілген конструкцияны пайдаланады, ал үлкен диаметрлі тісжегі дөңгелектері әдетте дәнекерлеу немесе болттар арқылы қосылған тісті сақина мен өзек үшін әртүрлі материалдарды біріктіреді. Нақты мысалдар үшін Goodwill's сайтына кіріңіз.жұлдызшакаталогтар.
Тіс дизайны: тиімділіктің жүрегі
Тіс жұлдызшасындағы тістер саны берілістің тегістігіне және жалпы қызмет ету мерзіміне айтарлықтай әсер етеді. Тістердің тиісті санын таңдау өте маңызды — тым көп те, тым аз да емес. Тістердің тым көп болуы шынжырдың қызмет ету мерзімін қысқартуы мүмкін, ал тым аз болуы біркелкі еместікке және динамикалық жүктемелердің артуына әкелуі мүмкін. Бұл мәселелерді шешу үшін кішкентай жұлдызшалардағы тістердің ең аз санын шектеу ұсынылады, әдетте Zmin ≥ 9-ға тең. Кішкентай жұлдызшалардағы тістер санын (Z1) шынжыр жылдамдығына негіздеп таңдауға болады, содан кейін үлкен жұлдызшадағы тістер санын (Z2) беріліс коэффициентін (Z2 = iZ) пайдаланып анықтауға болады. Біркелкі тозу үшін жұлдызша тістері әдетте тақ сан болуы керек.

Оңтайлы тізбекті жетек орналасуы
Шынжырлы жетектің орналасуы компоненттердің өздері сияқты маңызды. Шынжырлы жетектің жалпы орналасуы төменде көрсетілген.
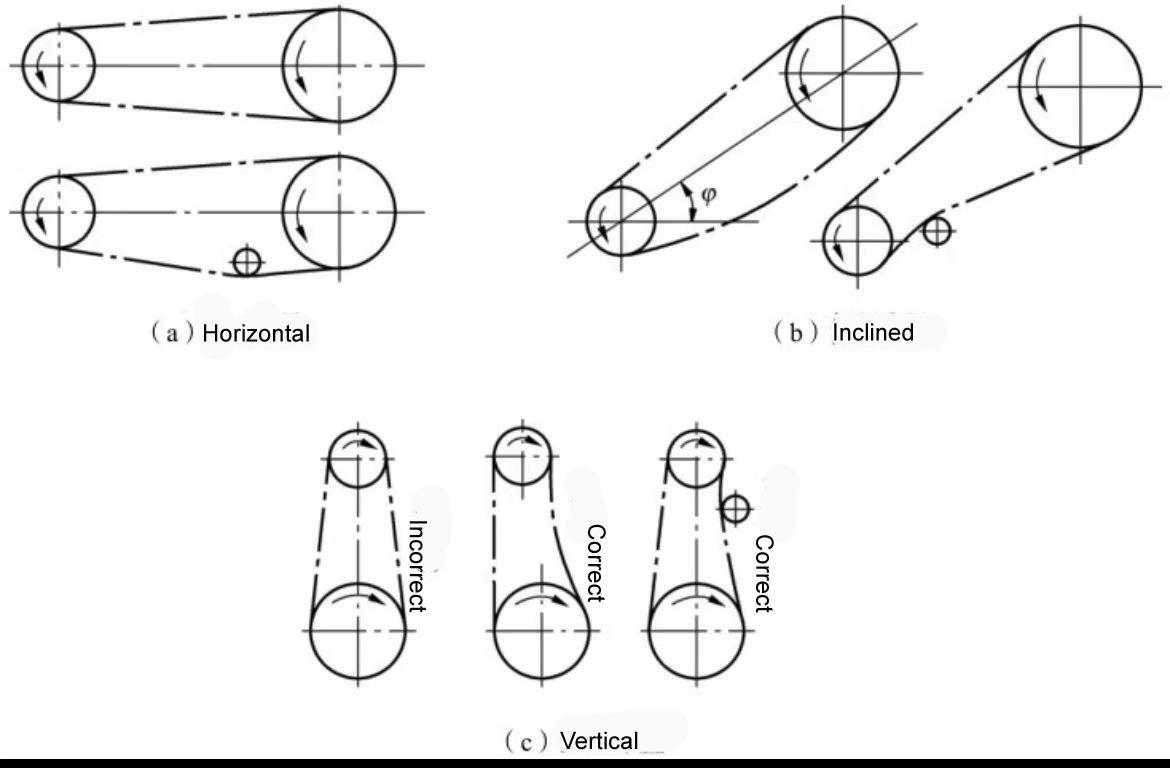
Көлденең орналасу: Екі жұлдызшаның айналу жазықтықтары бір тік жазықтықта орналасқанына және шынжырдың ажырап кетуіне және қалыптан тыс тозуына жол бермеу үшін олардың осьтері параллель екеніне көз жеткізіңіз.
Көлбеу орналасу: Төменгі жұлдызшаның нашар ілінуін болдырмау үшін екі жұлдызшаның ортаңғы сызықтары мен көлденең сызық арасындағы бұрышты мүмкіндігінше аз, жақсысы 45°-тан аз ұстаңыз.
Тік орналасу: Екі жұлдызшаның ортаңғы сызықтарын 90° бұрышта ұстамаңыз; оның орнына жоғарғы және төменгі жұлдызшаларды бір жаққа аздап ығыстырыңыз.
Шынжырды орналастыру: Тізбектің тар жағын жоғарыға, ал бос жағын астына орналастырыңыз, бұл шынжырдың шамадан тыс салбырап кетуіне жол бермейді, себебі бұл жұлдызша тістеріне кедергі келтіруі мүмкін.
Оңтайлы өнімділік үшін керілу
Шынжырлы жетекті дұрыс тарту шамадан тыс майысудың алдын алу үшін өте маңызды, бұл нашар ілінісу мен дірілге әкелуі мүмкін. Екі жұлдызшаның осьтері арасындағы бұрыш 60°-тан асқан кезде, әдетте кергіш құрылғы қолданылады.
Кернеудің әртүрлі әдістері бар, олардың ең көп тарағаны - орталық қашықтықты реттеу және керу құрылғыларын пайдалану. Егер орталық қашықтық реттелетін болса, қажетті керілуге қол жеткізу үшін оны өзгертуге болады. Егер олай болмаса, керілуді реттеу үшін керу дөңгелегін қосуға болады. Бұл дөңгелекті кішкентай жұлдызшаның бос жағына жақын орналастыру керек, ал оның диаметрі кішкентай жұлдызшаның диаметріне ұқсас болуы керек.
Майлаудың маңыздылығы
Майлау шынжырлы жетектердің, әсіресе жоғары жылдамдықты және ауыр жүктемелі қолданыстарда оңтайлы жұмыс істеуі үшін өте маңызды. Тиісті майлау тозуды айтарлықтай азайтады, соққыларды азайтады, жүк көтергіштігін арттырады және шынжырдың қызмет ету мерзімін ұзартады. Сондықтан тиімді жұмыс істеуді қамтамасыз ету үшін тиісті майлау әдісі мен майлау түрін таңдау өте маңызды.
Майлау әдістері:
Кәдімгі қолмен майлау: Бұл әдіс тізбектің бос жағындағы ішкі және сыртқы буын пластиналары арасындағы саңылауларға май құю үшін май құтысын немесе щетканы пайдалануды қамтиды. Бұл тапсырманы ауысымда бір рет орындау ұсынылады. Бұл әдіс тізбек жылдамдығы v ≤ 4 м/с болатын маңызды емес жетектерге жарамды.
Тамшылатып май беру: Бұл жүйе қарапайым сыртқы корпуспен жабдықталған, мұнда май май тостағаны мен құбыры арқылы ішкі және сыртқы буын пластиналары арасындағы бос жақтағы саңылауларға тамшылатылады. Бір қатарлы тізбектер үшін май беру жылдамдығы әдетте минутына 5-20 тамшыны құрайды, ал максималды мән жоғары жылдамдықтарда қолданылады. Бұл әдіс тізбек жылдамдығы v ≤ 10 м/с болатын жетектерге жарамды.
Майлы ваннаны майлау: Бұл әдісте ағып кетпейтін сыртқы корпус шынжырдың тығыздалған май резервуары арқылы өтуіне мүмкіндік береді. Шынжырды тым терең батырмау үшін абай болу керек, себебі шамадан тыс батыру араластыру салдарынан майдың айтарлықтай жоғалуына әкелуі мүмкін және майдың қызып кетуіне және нашарлауына әкелуі мүмкін. Әдетте 6-12 мм батыру тереңдігі ұсынылады, бұл әдісті шынжыр жылдамдығы v = 6-12 м/с болатын жетектерге жарамды етеді.
Шашыратқыш май беруді майлау: Бұл әдіс майды шашыратқыш пластина арқылы шашырататын тығыздалған контейнерді пайдаланады. Содан кейін май корпустағы май жинау құрылғысы арқылы тізбекке бағытталады. Шашыратқыш пластинаның батыру тереңдігі 12-15 мм болуы керек, ал тиімді майлауды қамтамасыз ету үшін шашыратқыш пластинаның жылдамдығы 3 м/с-тан асуы керек.
Қысыммен майлау: Бұл озық әдісте май шынжырға май сорғысын пайдаланып шашыратылады, ал форсунка шынжырдың қосылатын жеріне стратегиялық түрде орналастырылады. Айналымдағы май тек майлап қана қоймай, сонымен қатар салқындату әсерін де қамтамасыз етеді. Әрбір форсункаға арналған майдың берілуін тиісті нұсқаулықтарға жүгіну арқылы шынжырдың қадамы мен жылдамдығына негіздеп анықтауға болады, бұл әдісті тізбек жылдамдығы v ≥ 8 м/с болатын жоғары қуатты жетектерге жарамды етеді.
Механикалық жүйелеріңізде оңтайлы өнімділік пен тиімділікке қол жеткізу үшін шынжырлы жұлдызшаны таңдау мен күтіп ұстаудың маңызды аспектілерін түсіну маңызды. Техникаңыздың табысын кездейсоқтыққа қалдырмаңыз — ұзақ мерзімді нәтиже беретін хабардар шешімдер қабылдаңыз!
Дұрыс материалдарды, өлшемдерді және техникалық қызмет көрсету стратегияларын таңдау операцияларыңыздың кедергісіз және тиімді жұмыс істеуін қамтамасыз етудің кілті болып табылады. Осы факторларға басымдық беру арқылы сіз жабдықтың ұзақ қызмет ету мерзімі мен сенімділігін арттыра аласыз.
Егер сізде жұлдызшалар туралы сұрақтарыңыз болса немесе сараптамалық кеңес қажет болса, бізге хабарласудан тартынбаңызexport@cd-goodwill.comБіздің арнайы командамыз сізге барлық жұлдызшаларға қатысты қажеттіліктеріңіз бойынша көмектесуге дайын!
Жарияланған уақыты: 2024 жылғы 21 қараша



